
ayx爱游戏官方网页
ayx爱游戏官方网页
【实战】十二个模切工艺缺陷调整剖析做纸箱的必看!(321华印展推荐文章)
本课程通过讲解生产的全部过程中全自动平压平模切机原理,使印刷联线、模切机的相关操作人员对平压平模切机的制作与调整有一定的了解,以达到纸箱生产的高效、快速、高品质的要求,逐步降低企业的生产所带来的成本。2月4日“华印纸箱“分享了平压模切试机及批量生产需要注意的几点,接下来将分享
【引文】本课程通过讲解生产的全部过程中全自动平压平模切机原理,使印刷联线、模切机的相关操作人员对平压平模切机的制作与调整有一定的了解,以达到纸箱生产的高效、快速、高品质的要求,逐步降低企业的生产所带来的成本。2月4日“华印纸箱“分享了平压模切试机及批量生产需要注意的几点,接下来将分享模切工艺缺陷与调整的内容,弄懂这些知识对纸箱行业从业者至关重要。

解决办法:因为横向纵向的不同,压力也就不同,在受力大的地方,贴软木屑或海绵来缓冲它的压力。
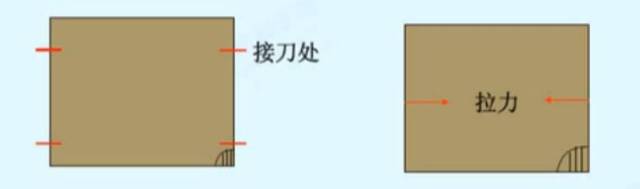
刀切下去后,纸板两边产生了龟裂,这是什么原因呢?因为,纸板在没有切之前,它本身有个拉力,当这个拉力断开时,就把纸板拉破了。原纸水分太少、刀与K线的距离太近,都会破坏纸板品质及纸板厚度。那么,该如何避免呢?
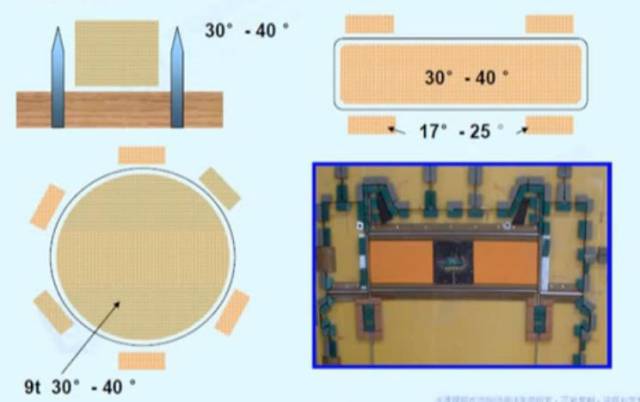
纸盒轧后的纸边楞容易压溃,应该要依据不同的部位,贴不同硬度的海绵条即可解决。
一般来说,圆周刀里面要贴硬度比较高的海绵条,这样容易让废片弹出来,比如硬度在30°~40°,其边上可以贴硬度比较低的海绵条,比如硬度在17°~25°。
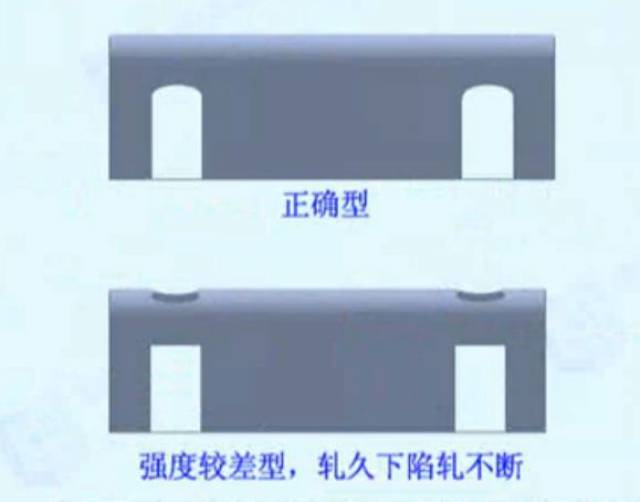

这里有两个装刀示意图(如图3),上面正确,下面错误。我们会发现下面的刀拱起来的部位没有弧度,就容易使这个部位产生应力,这样一来,刀的强度会非常差。在轧的过程中,应力部位往下,轧不断,就会裂开。因此,
当有弧度的刀轧进木板的时候,高度在0.5~1.0毫米,这里其实有个透气的作用。你们可以想象一下,当模切刀压下去的时候,如果纸板与刀之间没有预留空气,那么由于空气的压力,刀无论如何也是压不下去的。因此,只有当模切刀与木板之间留有透气孔的时候,空气排出来,纸板才能顺利地压轧下去。当然,更重要的是在装模板的时候,我们一定要沿直线、针对油压平轧机新模上机轧制或生产中,如何使后垫板减少补胶带机会?
在初次压轧的时候,要如何计算压力?标准轧压的计算公式是压制刀的周长(每米)×4吨+30吨,比如模切的实际刃物周长是5.94米,那以6米来算的线吨。这就是标准的轧压力。
新模在未上机轧之前,不可将补胶带先贴于后板;当轧断部分为全刀的90%、未断10%时再来补断;补胶带不可超过三层,太厚会造成刀不准;不同机台制作时后垫板要不同,不可用同一张后垫板。后垫板补太厚会造成其它地方不断的情形。
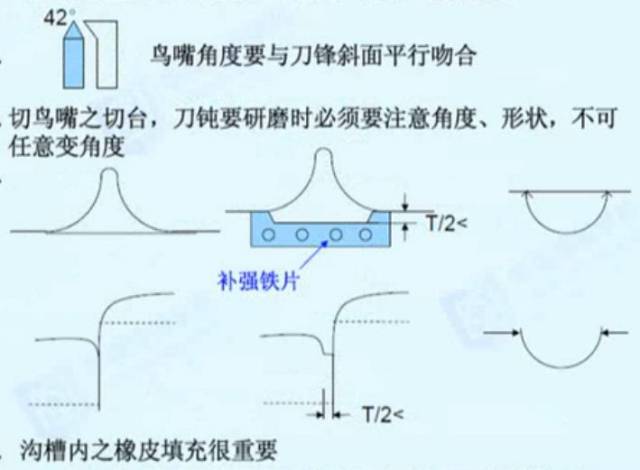
在模板上接刀的地方,要注意一个补强。因为,接刀处有缝,如果没有补强,那么纸粉很容易夹在缝里面,从而造成整个模具的尺寸移位。所以,在这一个位置(如图4)会有一个补强铁片。也就是说,在所有接刀的位置,我们都要注意加一个补强铁片,或者在沟槽内填些硬质的橡皮。
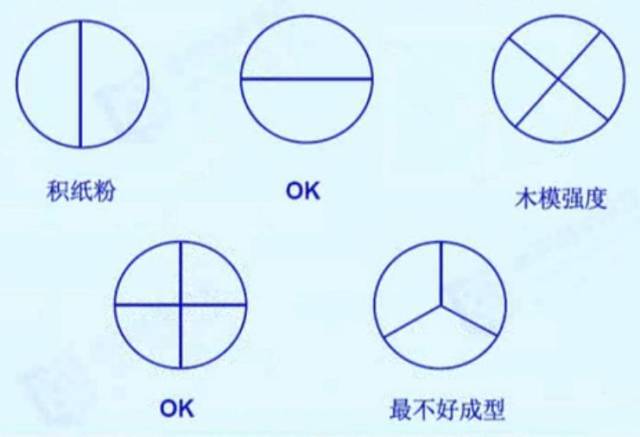
瓦楞方向是有一个拉力的(如图5),在这种情况下,就会产生一些纸粉和翻刀的状况。那么,造成纸粉和翻刀主要有3个原因:①刀切到楞峰位置滑掉了;②刀钝;③平轧机压力过大。
在瓦楞形状是竖向的情况下,画OK的图形(如图6)都是比较好的接刀去屑模式。
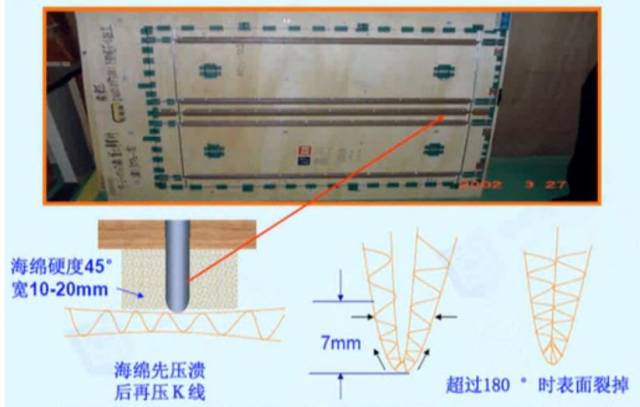
在纸板容易断裂的情况下,我们大家可以用双K线来压,即压出两条暗线,这样纸板折起来就会有个弧度。
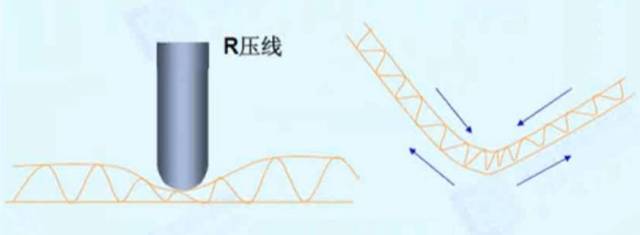
在90°压角的情况下,整个纸板的弧度就会拉长(如图7)。在180°压角的情况下,我们应该在压线°的海绵,通过海绵把纸板压扁。你们可以看到,纸板压不压扁的表面的破裂度是不同的,当纸板弧度超过90°接近于180°时,就需要用高硬度的海绵,尽可能在折线的地方把瓦楞压扁。
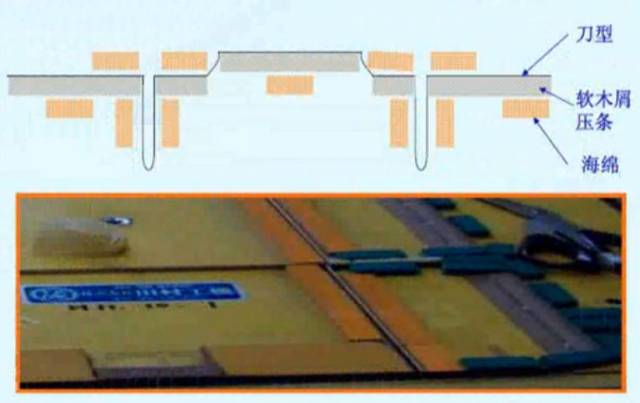
防止毛边,主要采用软木屑条及海绵条的双重作用。一般来说,在刀的一边用软木屑,另外一边用海绵,然后在刀的中间用软木屑,边上用海绵的方式,通过压力的不同调整,避免毛边的产生。
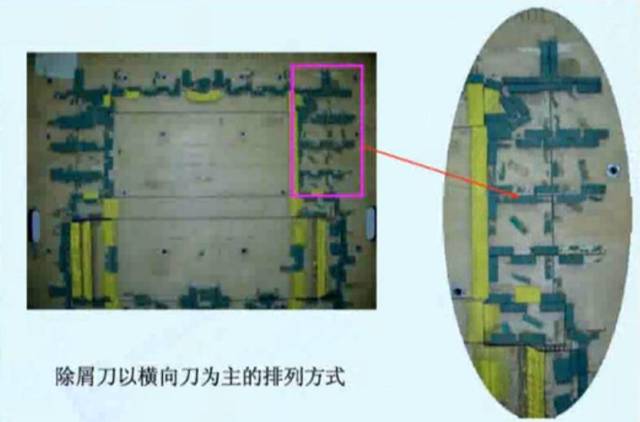
在安装去屑刀时,有一个排刀方法的问题。我们传统的模式基本上是采用横向去屑刀的安装,但这种模式由于运转方向是纵向的,在运转的时候,纸屑不容易掉落。所以,一般建议大家改为竖向排列模式,才是正确的。

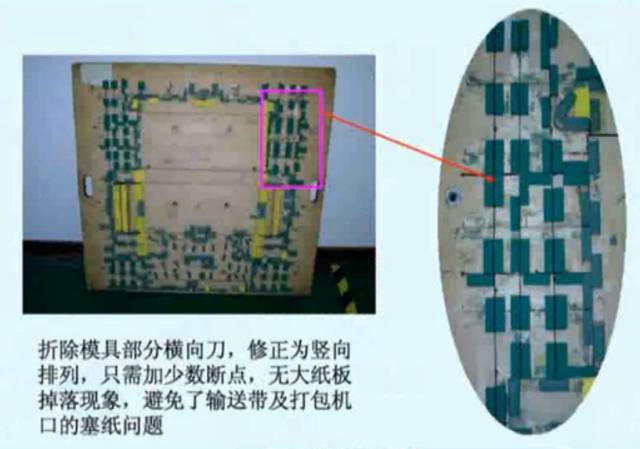
大家能够正常的看到(如图10),当我们拆除模具部分横向刀,修正为竖向排列,只需加少数断点,就不会有大的纸板掉落的现象,避免了输送带及打包机口的塞纸问题。
无论是口碑,品质,深度,内涵都走在行业前列,并始终致力于成为纸箱行业同仁的良师益友。
2018年《全球瓦楞工业》已开始预订,订阅热线, 应小姐!声明:该文观点仅代表作者本人,搜狐号系信息发布平台,搜狐仅提供信息存储空间服务。